Feilen und Raspeln sind für Tischler, Modellbauer oder viele andere Handwerker und Heimwerker unverzichtbare Werkzeuge. Beide Handwerkzeuge dienen dem Abtrag von Holz, Metall, Gips oder anderen Materialien. In der Verwendung gibt es jedoch größere Unterschiede. Welche das sind und was es sonst noch über die verschiedenen Feilen und Raspeln zu wissen gilt, erfahren Sie in diesem Beitrag.
Der wesentliche Unterschied zwischen einer Feile und einer Raspel liegt in der Art der Herstellung der Zähne sowie deren Form.
Das macht Feilen aus
Die Feile ist ein mehrschneidiges, spanabhebendes Werkzeug. Bei geradliniger Schnittbewegung als Hand- oder Maschinenwerkzeug ist der Zerspanungsvorgang ähnlich dem Räumen: beim rotierenden Einsatz (z.B. mit der Feilscheibe) kann der Zerspanungsvorgang mit dem Fräsen verglichen werden.
Feilen haben linienförmig durchgehend gehauene, geschnittene oder gefräste Zähne. Sie sind besonders geeignet für die grobe Bearbeitung von Holz, Leder, Kork, Gummi, Kunststoff oder Stein.
Feilen mit gehauenen Zähnen arbeiten schaben, während bei gefrästen Zähnen das Material spanbrechend geschnitten wird. In der Fachsprache werden die Zähne als Hieb bezeichnet, wobei es bei gehauenen Feilen Hiebe von 0 bis 4, bei gefrästen Feilen Hiebe von 1 bis 3 gibt.
Als Feilen werden u.a. eingesetzt Feilmaschinenfeile, Drehbankfeile, Härteprüffeile, Schlüsselfeile, Spezialfeile für Kunststoff, Weichmetalle oder Leichtmetalle. Wir werden uns auf einige für den Heimwerker interessanten Handwerkzeuge beschränken.
Das macht Raspeln aus
Bei Raspeln sind die Zähne etwas grober als bei Feilen, sie werden insbesondere für die grobe Formgebung in der Holzbearbeitung verwendet. Mit ihnen lassen sich aber auch Leder, Gips, Kunststoff, Marmor oder andere Materialien bearbeiten.
Wie bei Feilen gibt es auch bei Raspeln die sogenannten Hiebe. Die sind aber bei einer Raspel nicht zusammenhängend, sondern es gibt einzelne Zähne, die versetzt zueinander angeordnet sind.
Bei Raspeln unterscheidet man – je nach Zahl der Hiebe – drei Hiebnummern, 1,2 und 3. Die Hiebzahl wird durch die Anzahl der Zähne pro Quadratzentimeter bestimmt. Mit steigender Hiebnummer bei gleicher Raspellänge nimmt die Feinheit der Raspel zu.
Mit zunehmender Raspellänge wird jedoch bei gleicher Hiebnummer der Hieb gröber. Deshalb bedeutet die höhere Hiebnummer nicht immer eine größere Feinheit des Hiebes.
Grob
Hieb Nr. 0
Bastard
Hieb Nr. 1
Halbschlicht
Hieb Nr. 2
Schlicht
Hieb Nr. 3
Doppelschlicht
Hieb Nr. 4
Hiebnummern innerhalb der Hiebarten
Für Präzisionsfeilen gibt es zusätzlich noch die Hiebnummern 5, 6 und 8. Bei gefrästen Feilen wird zwischen groben Feilen mit der Zahnung 1, mittleren Feilen mit der Zahnung 2 und feinen Feilen mit der Zahnung 3 unterschieden.
Hieblänge in mm
Hiebnummer 1
Hiebnummer 2
Hiebnummer 3
Hiebnummer 4
100
17
23
28
34
125
15
20
25
31
150
13
18
23
28
200
10
15
20
24
250
8
13
17
21
300
7
11
15
19
350
6.5
10
14
17
400
6
9
13
16
Hiebtabelle für Feilen mit den Hiebzahlen pro cm
Hieblänge in mm
Hiebnummer 1
Hiebnummer 2
Hiebnummer 3
150
14
20
28
200
11
16
22
250
9
12
18
300
7
10
14
Hiebtabelle von Raspeln mit den Hiebzahlen pro cm
Flachstumpf
rund
Flachspitz
messerförmig
Halbrund
schwertförmig
Dreikantig
barettförmig
Vierkantig
Vogelzungen-förmig
Formen von Feilen
Auf den Hieb kommt es an
Wie bereits geschrieben, werden sowohl Raspel als auch Feile durch den Hieb klassifiziert. Daher möchten wir uns noch einmal etwas detaillierter mit den verschiedenen Hiebarten beschäftigen.
Als Hiebe bezeichnet man die Einkerbungen in der Oberfläche des Feilenkörpers. Aufgebracht werden die Hiebe durch eine im schnellen Wechsel arbeitende automatische Haumaschine. Dabei führt ein gehärteter Meißel Schläge auf den beständig vorrückenden Rohling aus, verschiebt ihn und staucht die Zähne in die gewünschte Form. Je nach Verwendungszweck ist Art und Winkel der Hiebe unterschiedlich.
Entscheidend für die Gestaltung des Hiebes sind:
Art der Bearbeitung (Schruppen, Schlichten)
Zerspanungsverhalten des zu bearbeitenden Werkstoffes (hart, weich, schmierend)
Form des zu bearbeitenden Werkstücks (große Fläche, scharfer Grat, dünnes Blech)
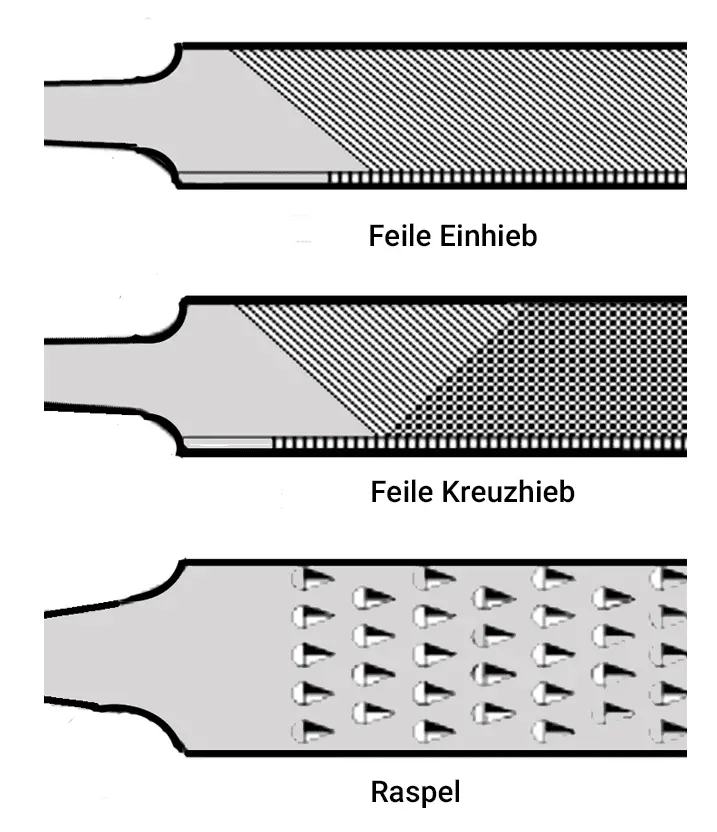
Unterschieden werden Einhiebfeile, Kreuz- oder Doppelhiebfeile, Raspel mit Raspelhieb und gefräste Feile.
Feilen mit Einhieb
Bei Feilen mit der Bezeichnung Einhieb liegen die Einkerbungen zueinander parallel. Bei einhiebigen Feilen wird nur leichter Schnittdruck angewendet. Sie werden zum Schärfen von Sägen und zur Erzielung glatter Oberflächen und zum Feilen von Messer- und Scherenschneiden benutzt.
Feilen mit Kreuzhieb
Beim Kreuzhieb liegen die Einkerbungen kreuzförmig aufeinander. Hier wird zunächst der Unterhieb und auf diesen der Oberhieb gehauen. In der Regel wird der Unterhieb grober als der Oberhieb gehauen, da dadurch die Feilleistung besser wird.
Doppelhiebige Feilen
Doppelhiebige Feilen verwendet man für gröbere Arbeiten und zur schnelleren Spanabnahme von Material. Die Spanbrechereigenschaft des Unterhiebs führt dazu, dass nur kleine Späne abgehoben werden können, die sich dann allerdings leichter aus dem Hieb entfernen lassen als ein breiter, zusammenhängender Span.
Gefräste Feilen
Zusätzlich zu den Feilen mit gehauenem Hieb gibt es noch Feilen, bei denen der Feilenzahn aus dem vollen Material gefräst wird. Auch bei gefrästen Feilen ist einhiebige Zahnung und Zahnung mit Zahnbrechernuten möglich. Das gilt sowohl für schrägverzahnte als auch für kreisbogenverzahnte Ausführungen. Bei einer Raspel besteht der Hieb aus einzelnen Spitzzähnen, die entweder maschinen- oder handgehauen sind.
Verschiedene Feilenarten
Abschließend noch einige Feilenarten, wie sie in der Praxis häufig zum Einsatz kommen. Zu nennen sind hier zum einen die Werkstattfeilen und zum anderen Präzisionsfeilen für die Feinarbeit.
Werkstattfeilen
Werkstattfeilen sind immer Feilen und Raspeln, die von Hand bewegt werden. Es gibt sie in allen gebräuchlichen Querschnittsformen, Hiebarten und Größen. Hier ein paar Tipps, welche Werkstattfeile sich für welchen Zweck am besten eignet:
Prinzipiell kommt es auf die Größe des Werkstückes an, welche Feile zur Anwendung kommt.
Vom zu bearbeitenden Material hängt auch ab, welche Hiebzahl richtig ist. Je härter der zu bearbeitende Werkstoff, desto feiner muss der Hieb sein, was ein schnelles Abstumpfen der Feilen verhindert.
Sollen weichere Werkstoffe bearbeitet werden (Aluminium oder Messing), ist es zweckmäßig, zunächst mit einer grobzahnigen Feile abzutragen und mit einer feinen Zahnung die Feinarbeit zu erledigen.
Zu den Werkstattfeilen gehören neben den gehauenen Kreuzhiebfeilen auch Schärffeilen, Schlüsselfeilen, gefräste Feilen, Raspeln oder Feilenraspeln.
Schärffeilen erkennt man in der Regel am Einhieb. Das zu feilende Material wird weniger stark angegriffen als bei der Benutzung einer doppelhiebigen Feile. Es entsteht so eine ebenere und glattere Oberfläche.
Zu den Schärffeilen zählen Sägefeilen, Mühlsägefeilen, Kettensägefeilen und Schwertfeilen. Sie dienen hauptsächlich zum Schärfen von Sägezähnen und anderen Werkzeugen.
Der Unterschied zwischen diesen Feilenarten liegt hauptsächlich an der Querschnittsform:
Eine Sägefeile hat einen dreikantigen Querschnitt
die Kettensägefeile ist rund
die Schwertfeile ist schwertförmig
die Mühlsägenfeile besitzt einen flachstumpfen Querschnitt mit abgerundeten Kanten
Und dann gibt es noch die Schlüsselfeilen, bei denen es sich um verkleinerte Werkzeugfeilen handelt. Sie werden in allen gängigen Querschnittsformen angeboten. Anwendung finden sie vor allem in der Feinmechanik sowie bei Arbeiten an Schlüsseln und Schlössern.
Neben den Werkstattfeilen gibt es auch die nicht genormten Präzisionsfeilen. Sie dienen vor allem der Nach- und Feinbearbeitung grob vorbearbeiteter Oberflächen.
Querschnittsform, Formverlauf und Hieb sind in etwa wie bei Werkstattfeilen. Es wird jedoch ein höherwertigerer Stahl verwendet und bei der Herstellung wird besonders auf die sorgfältige Ausführung des Hiebes und der Form geachtet. Die Kanten von Präzisionsfeilen sind möglichst scharf.
In der Regel werden sie bis zu einer Länge von einschließlich 200 Millimetern gefertigt. Bei Bedarf können auch größere Feilen und Feilen mit sehr feinen Hieben, also mit einer großen Hiebzahl pro Zentimeter Feilenlänge, hergestellt werden. Die im Werkzeugbau oder der Feinmechanik verwendeten Nadelfeilen und Riffelfeilen sind zum Beispiel Präzisionsfeilen.
Nadelfeilen haben ihren Namen von der nadelartigen Form, allerdings müssen die Feilen keineswegs rund und spitz zulaufend sein. Viele andere Formen sind je nach Anwendungszweck im Einsatz.
Diamant-Riffelfeilen fallen durch ihre gebogen Form auf. Sie sind mit Diamanten bestreut und werden für Hochleistungsarbeiten verwendet, bei denen konventionelle Feilen uneffektiv sind.
Sehr gut eignet sich die Diamant-Riffelfeile für Formenbauer und bei speziellen Arbeiten an gehärtetem Stahl, Keramik, Glas und Graphit.
Nach einem Bauingenieurstudium und einer Ausbildung zum Online-Redakteur folgten 10 Jahre als bautechnischer Redakteur bei einer Internet-Agentur. Dort hat er zum Beispiel ein Baulexikon mit über 15.000 Begriffen aufgebaut, das zeitweise auch von OBI genutzt wurde. Eine Auskopplung davon mit speziellen Begriffen rund um den Fertighausbau ist noch auf fertighaus.de zu finden.
Es folgten 10 Jahre als Webtexter beim wohl größten Bad-Onlinshop Deutschlands. Dort war er dafür zuständig, dass die Seite für alle Begriffe rund ums Badezimmer (und Leuchten) gut bei Google rankt. Außerdem war er dort verantwortlicher Redakteur für das Magazin.
Aktuell arbeitet er als Content-Manager beim VDI Verlag. Dort kümmert er sich um all die technischen Themen, die Ingenieure interessiert.
Seit 2012 betreibt er bauredakteur.de und schreibt hier über Themen rund um Bauen, Wohnen, Einrichten und Garten.